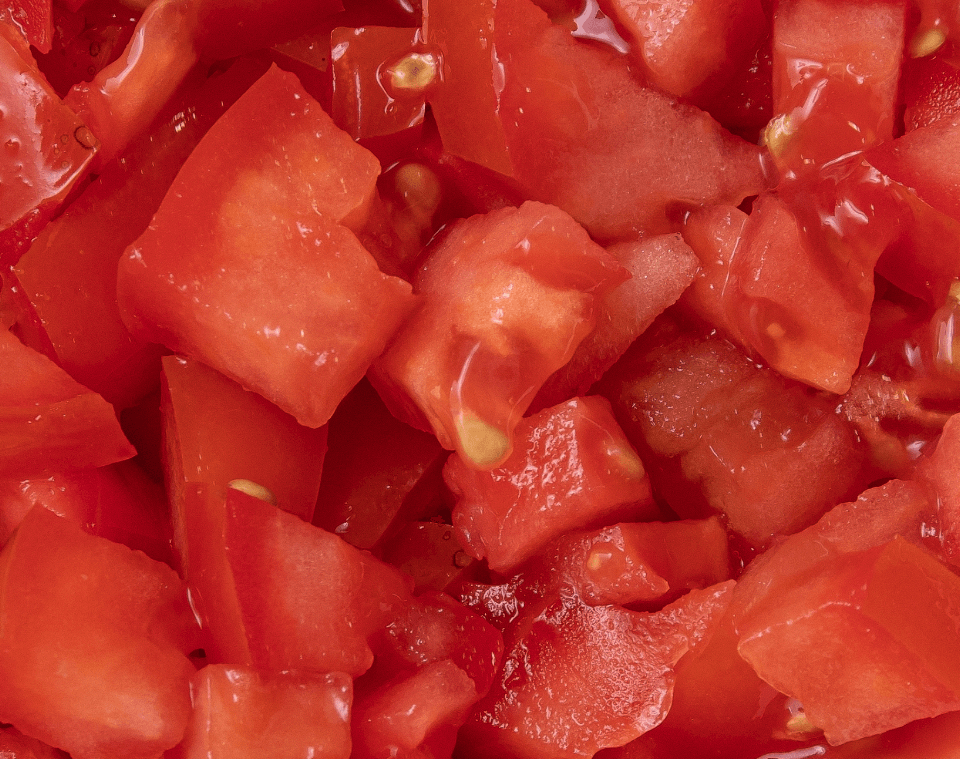
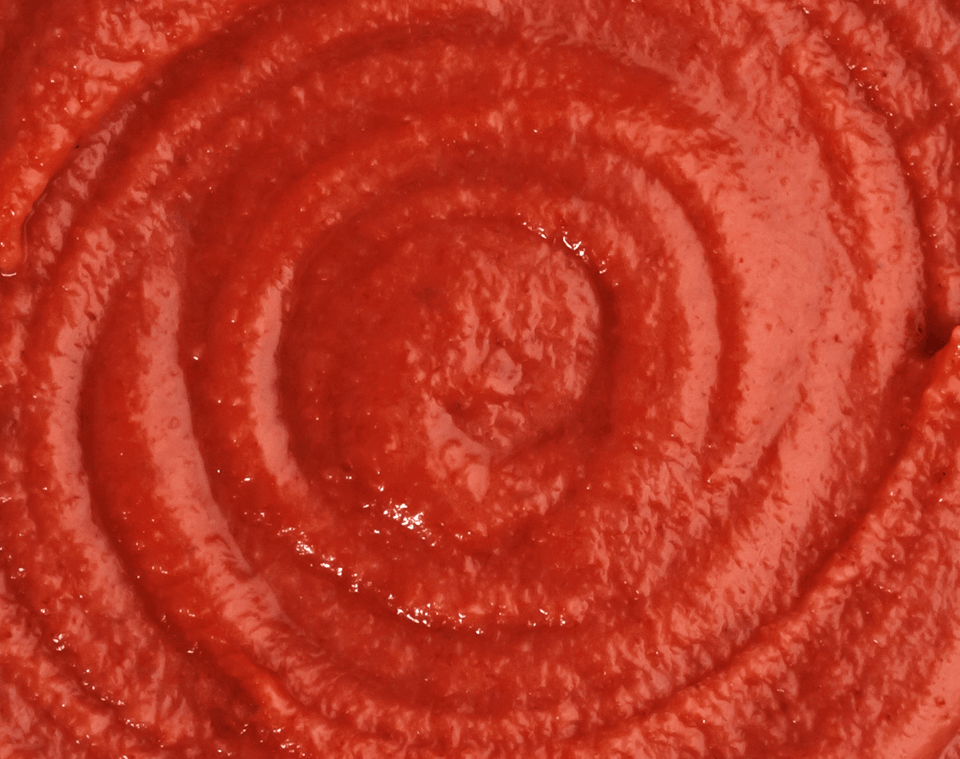
Processing tomatoes without compromising the quality of the raw material and with minimal waste. Our production lines do just that. It all happens thanks to meticulous design, lots of testing and unparalleled experience in tomato processing.
Knowledge of the raw material is essential to ensure high yield results. Owing to a history that began in the 1980s, and consolidated by many projects for the food industry, we have brought to perfection unique technologies and skills. This is how we came to successfully serve the companies closest to us, those in the Food Valley, specializing in the transformation of tomatoes into purees, pastes, juices, and other finished products.