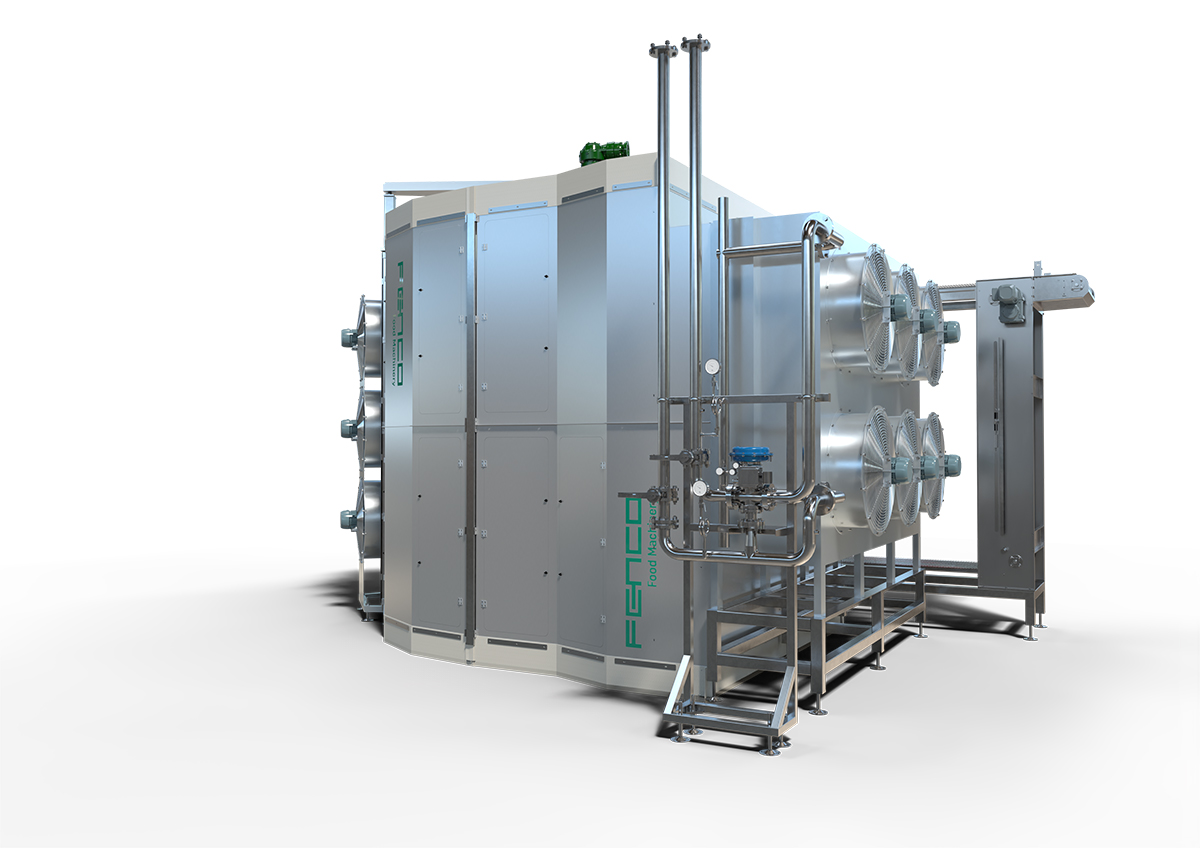
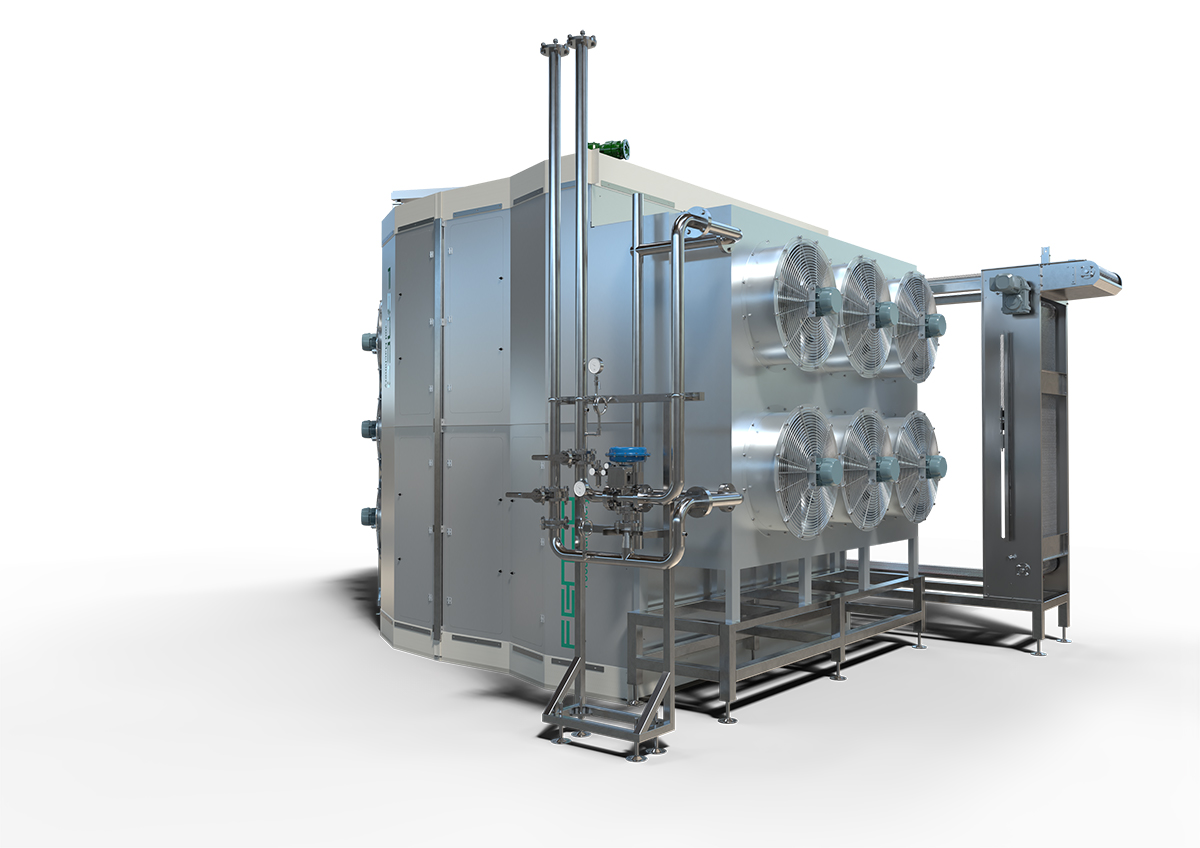
The air solution is preferable for small packages. In this way, the need for drying of the containers is avoided.
Moreover, this solution is necessary in case of unpackaged products.
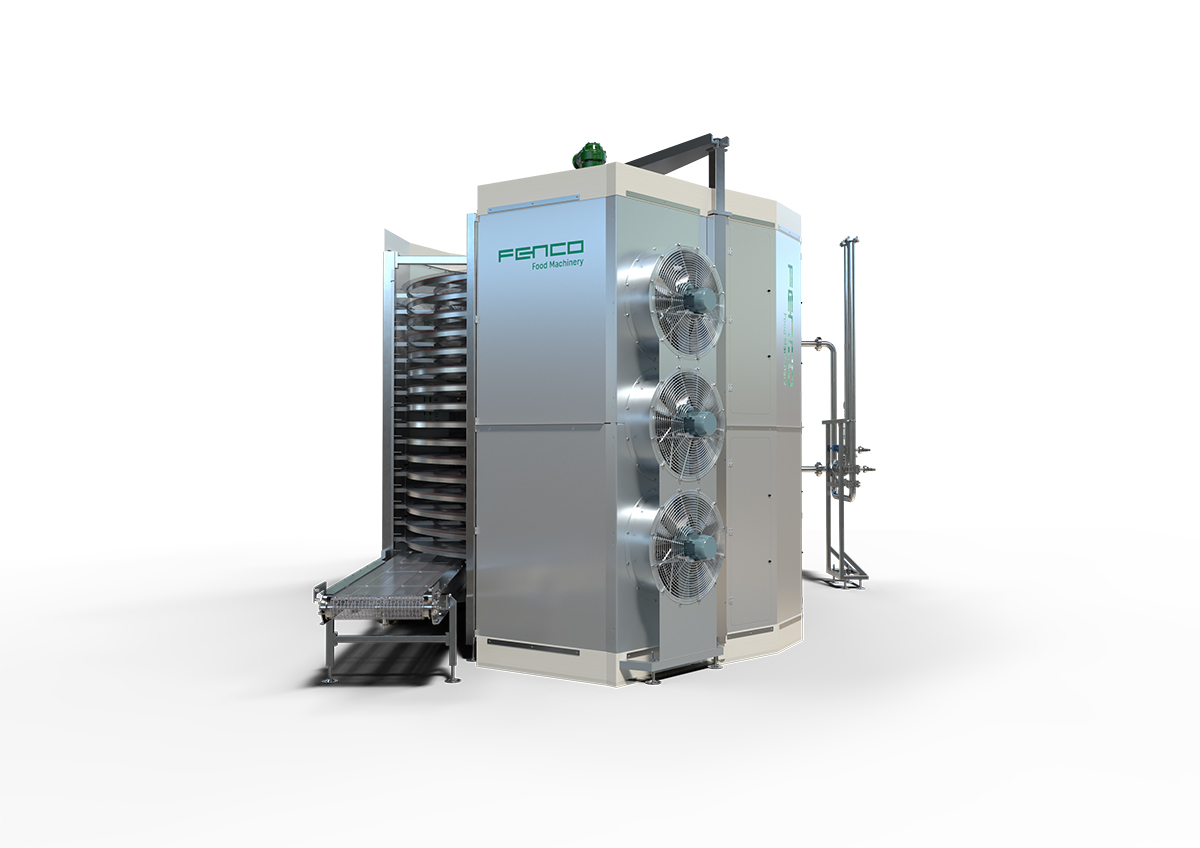
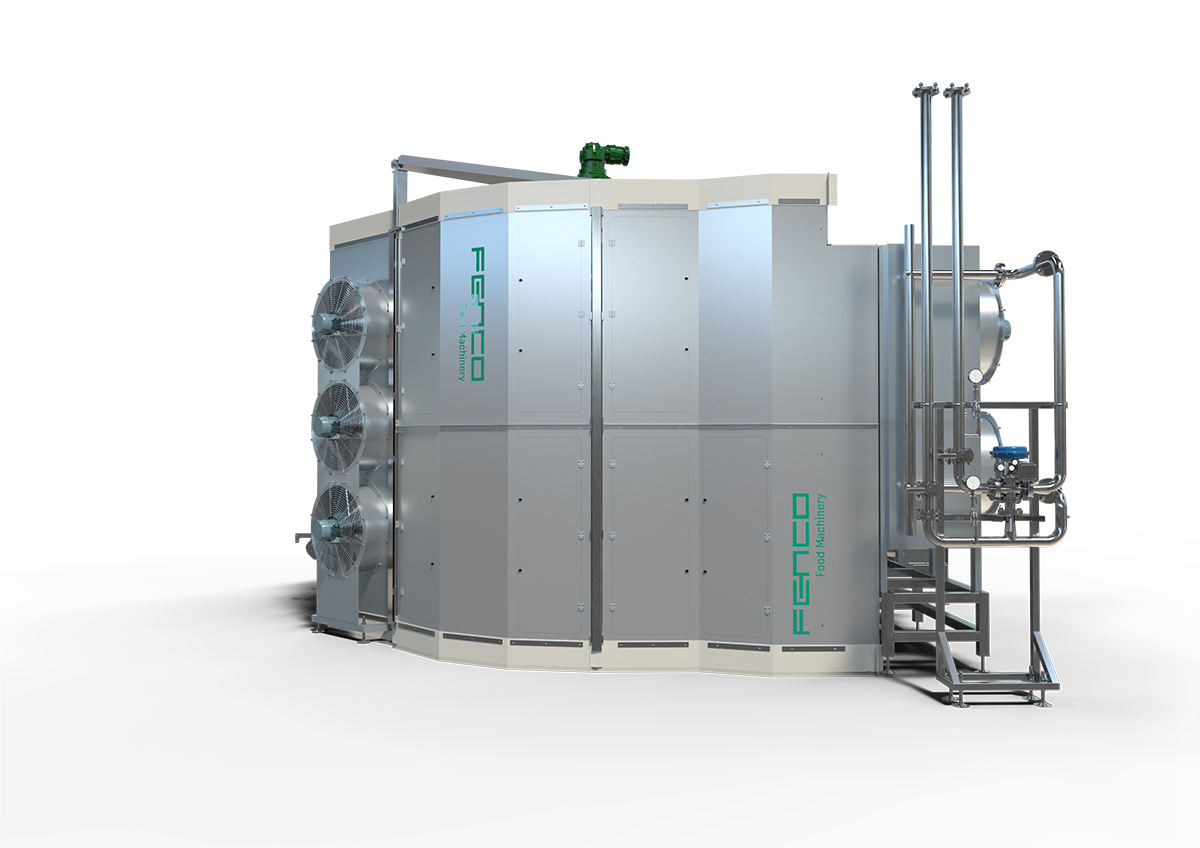
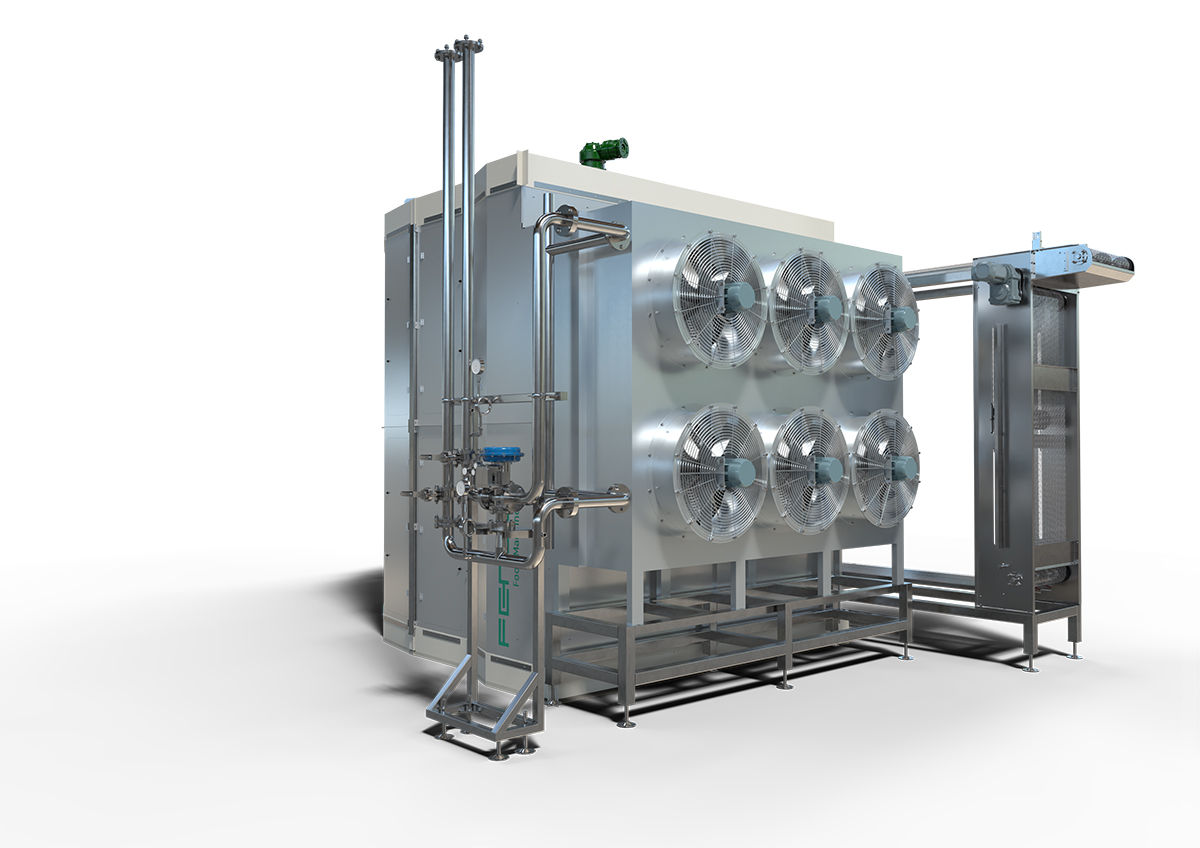
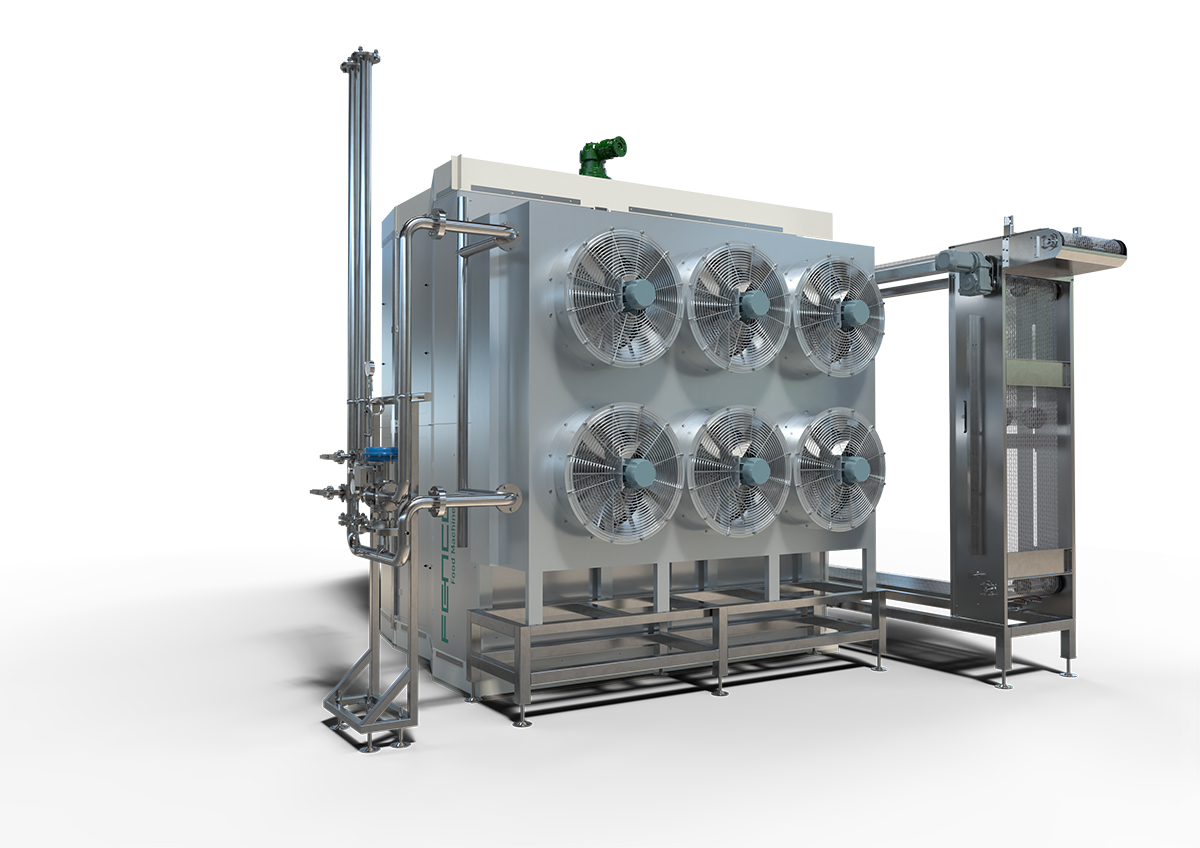
TAP & TAC is the spiral pasteurization (TAP) and air-cooling (TAC) solution alternative to the traditional water pasteurization and cooling line. It is particularly appropriate in the following cases:
- water is not available or is too expensive;
- in the case of very dry environments, where water can create problems for production;
- with water-sensitive packaging.